Hàn nhôm là một quá trình khó khăn tại nhà. Sự phức tạp là do đặc tính của kim loại, khiến cho việc kết nối các bộ phận riêng lẻ của nhôm với các chất khác trở nên khó khăn. Cần phải kết nối nhôm theo các công nghệ được phát triển đặc biệt để đảm bảo chất lượng hàn. Điều quan trọng là kinh nghiệm của bậc thầy, người kết nối các bộ phận làm bằng nhôm bằng cách hàn.
Nội dung
Tại sao nhôm không hàn tốt
Nhiều người đã thử hàn nhôm tại nhà và hiểu rõ rằng: chất hàn không muốn dính vào bề mặt của các bộ phận. Điều này là do sự hình thành của một màng oxit ổn định trên kim loại, có độ bám dính thấp với vật liệu hàn. Các phương pháp hàn nhôm tại nhà được giảm thiểu để chống lại một lớp màng bảo vệ.
Trong khoáng vật học, nhôm oxit được gọi là corundum. Nó bao gồm các tinh thể trong suốt, là đá quý.Corundum có màu sắc khác nhau, tùy thuộc vào tạp chất: crom tạo ra màu hơi đỏ, sapphire - hơi xanh. Màng oxit có độ bền cao và không thể hàn. Nó phải được loại bỏ khỏi bề mặt và sau đó bắt đầu hàn các bộ phận.

Làm thế nào để loại bỏ màng oxit
Màng được loại bỏ khỏi bề mặt kim loại theo nhiều cách, hiệu quả nhất là hóa học và cơ học. Cả hai phương pháp đều yêu cầu môi trường không có không khí, trong đó không có oxy để hoạt động.
Phương pháp hóa học dựa trên sự lắng đọng của kẽm hoặc đồng trên bề mặt của phôi bằng phương pháp điện phân. Đồng sunfat được áp dụng ở dạng dung dịch đậm đặc vào vị trí chuẩn bị cho quá trình hàn. Gắn cực âm của pin hoặc nguồn điện khác vào khu vực sạch của \ u200b \ u200bmetal. Một đầu của dây đồng nối với cực dương, đầu kia được hạ xuống dung dịch trên bề mặt nhôm. Kết quả của quá trình điện phân, đồng hoặc kẽm được lắng đọng thành một lớp mỏng trên nhôm và bám chặt vào nó. Bây giờ bạn có thể hàn nhôm với thiếc.
Một màng dầu được sử dụng để loại bỏ oxit. Đối với phương pháp này, tốt hơn là nên lấy dầu tổng hợp hoặc dầu biến áp có hàm lượng nước thấp. Các loại dầu khác phải để ở nhiệt độ + 150 ... + 200 ° C, nước bay hơi hết. Ở nhiệt độ cao hơn, các chất bên trong sẽ bắt đầu bắn tung tóe. Dầu đã khử nước được bôi lên bề mặt của phần nhôm. Với giấy nhám, bạn cần chà nhôm dưới lớp đã bôi để loại bỏ oxit.
Da nhám được thay thế bằng dao mổ, đầu mỏ hàn có răng cưa hoặc bào sắt thu được từ móng tay được chà bằng giũa. Các phoi được đổ lên dầu và đầu mỏ hàn bị cọ xát trên bề mặt, làm bong tróc lớp ôxít. Nên làm nóng một bộ phận lớn bằng tia khí nóng.Hàn với mỏ hàn được nhúng vào giọt dầu và cọ xát tại chỗ cần hàn. Để quá trình hàn tốt hơn, nhựa thông hoặc chất trợ dung khác được thêm vào.
Các chất trợ dung dựa trên axit axetylsalixylic hoặc axit orthophotphoric, muối của axit boric hoặc natri đã được tạo ra để hàn dây nhôm. Nhựa thông hiếm khi được sử dụng, nó không hiệu quả trong trường hợp nhôm. Chất trợ dung được sử dụng để hàn dây, nồi và những thứ khác.
Chất trợ dung cho hàn nhôm
Các chất trợ dung có hoạt tính cao, vì vậy sau khi hàn chúng phải được rửa sạch bằng dung dịch nước và kiềm. Vai trò của kiềm được baking soda thực hiện tốt. Sau khi kiềm hóa, mối nối được rửa bằng nước sạch. Các cơ quan hô hấp cần được bảo vệ khỏi các luồng hơi xâm nhập vào cơ thể. Chúng có thể gây kích ứng màng nhầy và xâm nhập vào máu. Điểm chung nhất trong số chúng cần được xem xét riêng lẻ.
Nhựa thông
Nhựa thông là chất được tìm kiếm nhiều nhất trong tất cả các chất trợ dung. Nó được sử dụng khi nối các kim loại khác nhau. Nó chỉ hoạt động trên nhôm trong điều kiện không có không khí, vì vậy nó ít được sử dụng. Dành nhiều thời gian hơn để làm việc với nhựa thông, hiệu quả kém hơn. Keo nối này không dành cho dân chuyên nghiệp, hàn được nhưng chất lượng mối nối không bền.
Bột thông lượng
Nhôm được hàn bằng lò đốt khí sử dụng chất trợ dung dịch bột. Không nên thêm oxy vào ngọn lửa, nó làm giảm hiệu quả của từ thông. Các thông lượng phổ biến nhất:
- F-34A;
- hàn the;
- axit acetylsalicylic;
- chất béo hàn.

F-34A là một chất trợ dung hoạt động có chứa 50% kali clorua, 32% liti clorua, 10% natri florua và 8% kẽm clorua. Chế phẩm được sử dụng với chất hàn có chứa phụ gia hóa học.Nó có tính hút ẩm và hòa tan trong nước.
Borax là một loại bột nóng chảy ở 700 ° C, hòa tan trong nước và được rửa sạch bằng dung dịch nước của axit xitric. Khác biệt ở chi phí thấp.
Axit acetylsalicylic được tìm thấy ở dạng viên nén aspirin. Khi nung nóng mỏ hàn sẽ thoát ra hơi có hại cho sức khỏe con người gây bỏng mũi, mắt và các cơ quan hô hấp.
Chất béo hàn bao gồm parafin, amoni clorua và kẽm, nước khử ion. Hàn tốt những chỗ đã được nung nóng trước đã trải qua quy trình đóng hộp thiếc. Sau khi hàn các bộ phận bằng nhôm, nên rửa sạch cặn chất trợ dung, nếu không sẽ gây ăn mòn kim loại.
Thông lượng chất lỏng
Chất lỏng thông lượng được áp dụng cho nơi hàn trong một lớp mỏng. Khi làm việc với mỏ hàn, nó nhanh chóng bay hơi kèm theo khói cháy. Flux F-64 chứa florua, tetraetylamoni, chất ức chế ăn mòn và nước ion hóa. Nó phá hủy tốt màng oxit và giúp hàn các phôi nhôm lớn. Nó được sử dụng khi hàn đồng, nhôm, sắt mạ kẽm và các kim loại khác.
F-61 bao gồm triethanolamine, amoni fluoroborate và kẽm fluoroborate. Được sử dụng để luyện thiếc và hàn hợp kim nhôm ở nhiệt độ lên đến 250 ° C. Castolin Alutin 51 L bao gồm cadmium, chì và 32% thiếc. Hoạt động hiệu quả nhất ở nhiệt độ trên 160 ° C.
Bất kỳ chất trợ dung nào được liệt kê đều giúp hàn chảo nhôm, các tấm nhôm có kích thước khác nhau, để kết nối các tấm trống duralumin, duralumin (duralumin) bằng cách hàn.
Hàn để hàn nhôm
Hàn để hàn nhôm được làm trên cơ sở kẽm hoặc nhôm.Các chất phụ gia được đưa vào nó để đạt được các đặc tính khác nhau: hạ nhiệt độ nóng chảy, tăng cường độ. Chúng được sản xuất tại Mỹ, Đức, Pháp, Nga. Hãy xem xét một số trong số họ.
Một loại thuốc hàn phổ biến và được quảng cáo rộng rãi cho nhôm là HTS 2000. Nó được sản xuất bởi một công ty từ Hoa Kỳ. Thực hành chứng minh tính dễ vỡ của nó: các bộ phận được hàn cho phép không khí và hơi ẩm đi qua. Nó không thể được sử dụng nếu không có thông lượng.
Castolin 192FBK dựa trên kẽm (97%) và nhôm (2%) được sản xuất tại Pháp. Castolin sản xuất vật hàn 1827 và AluFlam-190 được thiết kế để hàn đồng và nhôm ở 280 ° C.

Castolin 192FBK là một ống hàn có chứa chất trợ dung trong lõi. Nó được sản xuất dưới dạng thanh, 100 g trong đó có giá 100-150 rúp. Lính lỗ nhỏ và vết nứt tốt.
Chemet Aluminium 13 là chất hàn được sử dụng khi hàn các bộ phận ở nhiệt độ 640 ° C trở lên. Nó được làm từ nhôm (87%) và silicon (13%). Nhiệt độ nóng chảy của vật hàn là khoảng 600 ° C. Nó được sản xuất ở dạng thanh, trong đó có 25 miếng trên 100 g. 100 g có giá 500 rúp. Một loại được gọi là Chemet Aluminium 13-UF có cấu trúc rỗng và chứa thông lượng trong lõi. Giá của nó cho 12 thanh, nặng 100 g, là 700 rúp.
Nhôm hàn cũng được sản xuất tại các doanh nghiệp trong nước. Để hàn với đầu đốt bằng gas, thành phần của nhãn hiệu 34A được sử dụng. Nó nóng chảy ở nhiệt độ 525 ° C, hàn hợp kim AMts, AM3M, AMg2 tốt. 100 g có giá 700 rúp.
Lớp A bao gồm 60% kẽm, 36% thiếc và 2% đồng. Nóng chảy ở 425 ° C. Được sản xuất dưới dạng thanh có trọng lượng 145 g. Chi phí của một thanh là 400 rúp.
SUPER A + được sản xuất tại Novosibirsk và là một chất tương tự của HTS-2000. Nó được áp dụng cùng với gumboil của thương hiệu SUPER FA. Nó có giá 800 rúp. cho 100 g.Ở trạng thái nóng chảy nó trở nên nhớt, cần phải sử dụng các dụng cụ bằng thép để san bằng.
Dây có lỗ
Dây thông lượng được sử dụng khi hàn các bộ phận bằng nhôm, nó không thích hợp để hàn. Không tiến hành hàn nhôm bằng mỏ hàn khí với dây dẫn có chất trợ dung. Tốt hơn là hàn các bộ phận bằng máy điện.
Mỏ hàn nào phù hợp
Cái gì để hàn, công cụ nào là cần thiết cho việc này - tất cả phụ thuộc vào khu vực hàn. Nhôm và đồng dẫn nhiệt tốt, vì vậy bạn cần một mỏ hàn mạnh. Với một phần diện tích 1000 cm², công suất của mỏ hàn là 50-60 watt. Thường thì hai hoặc nhiều bộ phận được hàn, trong trường hợp đó, công suất tăng lên 100 watt. Khi làm nóng mối nối, mỏ hàn có công suất thấp hơn là phù hợp. Ngòi được chọn rộng, có thể tạo các khía trên đó để loại bỏ lớp màng nhôm oxit.
Yêu cầu phải xem xét cách hàn nhôm bằng mỏ hàn. Điều này được thực hiện bằng một dụng cụ được gia nhiệt tốt sau khi loại bỏ màng oxit và đóng hộp thiếc, chất hàn bám dính tốt vào khu vực đóng hộp (đóng hộp bằng cách sử dụng chất hàn đặc biệt) và bất kỳ mỏ hàn nào đều phù hợp
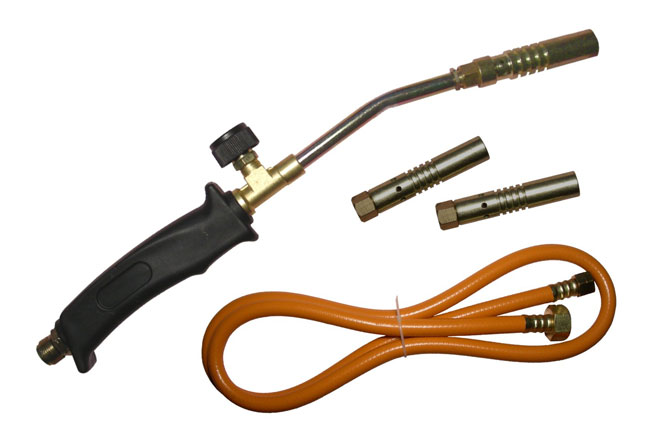
Đuốc hàn nhôm
Bạn cần biết cách hàn bằng đèn khò. Nếu diện tích của các bộ phận lớn và không có đủ nguồn điện hàn mỏ hàn, hãy sử dụng đầu đốt. Tốt hơn là sử dụng khí đốt, vì hàn nhôm với đầu đốt bằng khí đốt có tiềm năng rất lớn. Đầu đốt nhanh chóng làm nóng phần tiếp giáp của các bộ phận gần như bằng nhiệt độ nóng chảy của nhôm. Thông lượng với chất hàn được áp dụng cho kết nối, được làm phẳng bằng đầu mỏ hàn và cứng lại. Mối nối phải được rửa sạch khỏi tàn dư của axit hàn hoặc các chất trợ dung khác.
Khi làm việc với đầu đốt, các quy tắc an toàn cháy nổ phải được tuân thủ. Không được có chất lỏng hoặc vật liệu dễ cháy gần đó.
Cái nào tốt hơn - hàn hoặc hàn
Các câu trả lời cho câu hỏi này có thể khác nhau. Việc sử dụng phương pháp này hay phương pháp khác phụ thuộc vào việc sử dụng các bộ phận sau khi kết nối của chúng. Tốt hơn là nên hàn bộ tản nhiệt xe hơi. Phương pháp này rẻ và đáng tin cậy. Tốt nhất nên hàn các bình đựng sữa và các đồ đựng thức ăn khác. Đường hàn bền hơn, đặc biệt là ở các kích thước lớn hơn. Thường thì cần hàn các bộ phận làm bằng hợp kim nhôm. Thực tế, hàn silumin là cách duy nhất để kết nối, ngoài việc sử dụng keo.
Về hàn và hàn, nếu muốn, bạn có thể kiếm tiền tốt. Các câu hỏi về cách hàn các ống nhôm trong tủ lạnh hoặc sửa chữa khung xe đạp thường xuyên xuất hiện. Trong các xưởng, công việc rất tốn kém: hàn ống - 1000 rúp. và nhiều hơn nữa. Khi kết nối dây dẫn điện bằng cách hàn, chúng mất 15 rúp. cho mỗi. Chi phí sửa chữa khung xe đạp làm bằng hợp kim nhôm là 500 rúp. Sửa chữa chảo sẽ tốn 100 rúp. Những khoản này phải cộng thêm chi phí thời gian và tiền bạc cho việc vận chuyển sản phẩm đến xưởng và quay lại.
Để tiết kiệm khoản tiền này, bạn cần học cách tự hàn. Để làm điều này, bạn cần mua một đầu đốt gas ở dạng lon với giá 700-1000 rúp. và chất hàn. Bạn có thể học cách xử lý và khâu bề mặt trên bộ tản nhiệt ô tô cũ.
Các bài tương tự: